日本のオルゴール製造技術史|三協精機からニデック
日本のオルゴール製造技術史|三協精機からニデック
戦後の諏訪で1946年に生まれた三協精機は、1948年末の初出荷500台から量産技術を磨きました。ある調査(リコー経済社会研究所)では1990年に約9,000万台と報告されていますが、別資料では「1億台近く」とする記述もあるため、数値は出典ごとに幅がある点に注意が必要です。
戦後の諏訪で1946年に生まれた三協精機は、1948年末の初出荷500台から量産技術を磨きました。
本稿では出典を併記したうえで数値は「〜と報告される」といった限定表現で示します。
のちに社名は日本電産サンキョーを経て、2021年の吸収合併、2023年のニデックインスツルメンツへの社名変更後も、高級機ORPHEUS(オルフェウス)や新機構ORPHEUS KANATA(オルフェウス KANATA)へ技術が引き継がれてきました。
筆者は修理の現場で、櫛歯の研磨やごく小さなかみ合わせ調整だけで、音程の収まり方も余韻の伸び方も変わる場面を何度も見てきました。
だからこそ技術史は年表の話では終わらず、音そのものの変化として読む価値があります。
本記事では、を踏まえつつ、シリンダー式・ディスク式・スマート・ギアの構造差と表現力を比較表で整理します。
さらに、18弁約15秒、30弁約25〜30秒、50弁約45秒といった演奏時間の違いまで結びます。
読み終えるころには、日本オルゴール製造の系譜、仕組みの違い、そして技術継承がどのように“音”へ現れたのかを一気通貫でつかめるはずです。
日本のオルゴール製造史を一望すると何が見えるか
結論から言えば、戦後日本のオルゴール製造史に見えるのは、精密加工と量産化によってムーブメント供給の世界標準をつくり上げ、その後は高級機と新機構で価値の軸そのものを作り替えてきた流れです。
諏訪で1946年に創業した三協精機は、のちの日本電産サンキョーを経て、現在のニデックインスツルメンツへと事業が継承されました。
この系譜の中で、日本はオルゴール業界全体では90%超、ムーブメント市場では80%前後ともいわれる規模の存在感を持つに至ります。
今見るべき論点は、単なる「昔はたくさん作った」という話ではありません。
この記事では、時系列(年表)、構造、つまり仕組み、生産技術、すなわち量産と調律の3つの軸で、その変化を追います。
年表で見ると、戦後の国産化が転換点だった
オルゴールの源流をたどると、原型は鐘を鳴らすカリヨンにあり、現代的なシリンダー式は1796年にスイスで成立したとされます。
さらに19世紀後半にはドイツでディスク式が発展し、ディスク交換で曲数を増やせることが普及の大きな理由になりました。
こうした欧州起源の機械音楽が、日本では戦後の工業化と結びついて別の展開を見せます。
その中心にいたのが三協精機です。
同社は創業後まもなくオルゴール開発に着手し、1948年末には初出荷500台を実現しています。
出発点は順調ではなく、試作1号機6台では櫛歯が折れるなどの問題が起き、残った個体も音質面で満足できなかったと伝えられます。
この初期のつまずきは、逆にいえば日本のオルゴール製造が音楽機械を感覚だけでなく工業製品として詰めていったことを示しています。
折れない櫛歯、狂わない回転、ばらつかないピン配置という課題を一つずつ潰した先に、後年の量産体制がありました。
その積み上げは、1990年に年間9,000万台規模と紹介される生産量に結実します。
単純計算でも1日あたり約24万6千台に相当する規模で、オルゴールが工芸品であると同時に、精密量産品でもあったことがわかります。
社名は三協精機から日本電産サンキョーへ、さらに2023年にニデックインスツルメンツへ変わりましたが、オルゴール事業そのものはこの流れの中で継承されています。
年表を俯瞰すると、日本の強みは「起源を持つ国」であることではなく、機械として安定して鳴るものを大量に、しかも世界向けに供給した国である点にあります。
オルゴールについて | ニデックインスツルメンツ株式会社
www.nidec-instruments.com構造で見ると、音の性格の違いが歴史の選択を決めた
年表だけでは見えないのが、なぜシリンダー式、ディスク式、さらに現代の新機構へと重心が移っていくのかという構造上の理由です。
シリンダー式はピン付きシリンダーが櫛歯を直接弾き、ディスク式はディスクの突起がスターホイールを介して櫛歯を弾きます。
ここで重要なのは、ディスク式のほうが構造上より強い打弦ができるため、大きな櫛歯を使いやすく、音量や表現の幅を取りやすいことです。
つまり、シリンダー式は小型化と繊細さに向き、ディスク式は曲交換の自由度と豊かな表現に向く、という住み分けが起こります。
日本の製造史を読むとき、この違いは単なる方式の分類ではありません。
どの方式をどの価格帯で、どの市場に、どの精度で供給するかという産業上の選択そのものです。
短いフレーズを安定して鳴らす小型ムーブメントは量産と相性がよく、交換性や演奏表現を追う大型機は高級化と相性がよい。
この二極化の先に、1985年から続く高級シリーズORPHEUSがあり、さらに2022年発表のORPHEUS KANATAでは、シリンダーでもディスクでもないスマート・ギア オルゴールという第三の方向が現れます。
ニデックの新製品発表では、SDカード収録の150曲をフルコーラスで演奏できるとされ、記録媒体をデジタル化しながら、発音そのものはオルゴールらしい機械音で成立させようとしています。
ここで見えてくるのは、日本のメーカーが「古典方式を守る」だけでなく、オルゴールの本質を櫛歯の打弦音に置いたまま、記録と再生の方法を更新していることです。
機構を置き換えても音楽機械としての魅力を残せるかどうかが、この時代の勝負どころです。
オルゴールの歴史と仕組み – ニデックオルゴール記念館 すわのね
suwanone.jp生産技術で見ると、量産と調律は対立しない

オルゴール史を工業史として見るうえで見落とされがちなのが、量産と音の追い込みが同時に成立していた点です。
大量生産品という言葉からは無機質な印象を受けるかもしれませんが、実際のムーブメントは歯車列、ガバナー、シリンダーまたはディスク、櫛歯の関係がわずかに崩れるだけで、テンポも余韻も濁ります。
リコー経済社会研究所の記事が伝えるように、日本のオルゴール製造は大規模生産の一方で手作業の調整も抱え込んでいました。
ここに日本的な強さがあります。
同じものを大量に作る技術と、最後は音で合わせる技術が分離していません。
筆者自身、量産機と高級機のムーブメントをそれぞれ分解してきましたが、差は見た目の豪華さより先に部品精度に出ます。
量産機でも成立しているものは多い一方、高級機では歯車の歯厚公差がそろっていて、歯先の表面仕上げも滑らかです。
軸穴まわりの抵抗の出方が均一で、組み上げたときの回転の収まりが早い。
こういう差は顕微鏡的な話に見えて、音でははっきり現れます。
回転が安定すると櫛歯を弾くタイミングの揺れが減り、和音の立ち上がりが整います。
表面が粗い歯車や、わずかにばらつく歯厚を持つ列では、耳で捉えにくい程度の負荷変動が積み重なり、結果として余韻の伸び方やテンポ感に落ち着きが出ません。
技術史を読む面白さはここにあります。
工場の加工精度や仕上げの思想が、最終的には「音が澄む」「響きがまとまる」という感覚的な差へ変換されるのです。
💡 Tip
オルゴールの歴史を追うときは、社名や年代だけでなく、「どの部品の精度が上がった結果、どの音の乱れが減ったのか」と読むと、産業史と音楽史が一つにつながります。
現在のニデックインスツルメンツが持つ意味も、この延長線上にあります。
世界向けのムーブメント供給で築いた量産の知見を持ちながら、国内一貫生産の高級機で音の価値を再提示し、さらにスマート・ギア オルゴールで長時間・多曲数の再生へ踏み込んでいるからです。
ORPHEUS KANATAは公式発表ベースで150曲フルコーラスに対応しています。
この価格帯は日用品の延長ではなく、工業製品と工芸品の境界にある存在です。
日本のオルゴール製造史を一望すると見えてくるのは、大量に作る国から、音の価値を設計し直す国への移行だと言えます。
前史:オルゴールはどこで生まれ、なぜ日本に根づいたのか
カリヨンから機械仕掛けへ
オルゴールの遠い祖先としてよく挙げられるのが、教会や市庁舎の塔に据えられた鐘の楽器カリヨンです。
複数の鐘を決まった順番で鳴らし、時刻を告げながら旋律も奏でるこの仕組みには、「人の手を離れて音楽が再現される」という発想がすでに含まれていました。
ここから小型化と精密化が進み、鐘ではなく金属の歯を弾いて旋律を作る機械へと流れがつながっていきます。
塔の上で鳴るカリヨンは、都市全体に向けて響く公共の音楽でした。
それが卓上や室内へ降りてくる過程で、音の出し方も変わります。
巨大な鐘の代わりに、調律された金属片を順番に弾く方式へ移ることで、携帯できるほど小さな「自動演奏装置」が成立したわけです。
オルゴールは突然生まれた発明というより、カリヨンの思想を精密機械へ移し替えた存在と見ると理解しやすいでしょう。
この系譜を意識して展示を見ると、オルゴールの音色の受け取り方も少し変わります。
鐘のように空間を満たす力と、櫛歯が一本ずつ発音する繊細さが同居していて、静かな部屋でも「小さな機械が空間の質を変える」感覚があるんですね。
後に日本でオルゴールが贈答品や室内装飾として親しまれた背景にも、この“私的な空間で音楽を持つ”魅力があったと言えます。
1796年:シリンダー式の成立
現代のオルゴールの基本形として押さえておきたいのが、1796年にスイスで成立したシリンダー式です。
これは金属製の円筒、つまりシリンダーに並んだピンが回転しながら櫛歯を直接はじき、音を出す方式です。
でも整理されている通り、この構造によって旋律を安定して自動再生できるようになり、オルゴールは独立した機械音楽装置として輪郭を得ました。
シリンダー式の魅力は、構造が比較的端正で、音の立ち上がりが素直なところにあります。
ピンが櫛歯を直接弾くので、力の伝わり方が明快です。
そのぶん、シリンダーに記録できる曲は基本的に固定され、曲を変える自由度には限りがあります。
つまり、ひとつの機械にひとつの音楽を刻み込む思想が強い形式なんですね。
この性格は、のちに贈り物として「特定の一曲を託す」文化ともよくなじみました。
修復の現場でも、シリンダー式は仕組みの美しさが見えやすい方式です。
ピンの位置、櫛歯の長さ、ゼンマイの力、回転速度の均衡が少しでも崩れると、音程感やテンポの印象がすぐ変わります。
裏を返せば、限られた部品で音楽が立ち上がる完成度の高さが、この1796年の形式にはあるということです。
日本の製造史を考える際にも、まずこのシリンダー式が“基準の形”として存在していたことが前提になります。
1885年:ディスク式の実用化
その基準を大きく拡張したのが、1885年にドイツで実用化されたディスク式です。
こちらは円盤状の金属ディスクに設けた突起が、直接櫛歯を弾くのではなく、いったんスターホイールを介して力を伝える構造を取ります。
を見ると、この中継機構によってシリンダー式より強い力で櫛歯を鳴らせることが説明されています。
ディスク式が広がった理由は、まず曲交換ができることでした。
シリンダー式では曲そのものがシリンダーに固定されますが、ディスク式なら媒体であるディスクを差し替えるだけで別の曲を演奏できます。
家庭や店舗で複数曲を楽しむ用途に向き、量産と流通の面でも有利でした。
加えて、強い打弦が可能なため大きな櫛歯を使いやすく、音量と表現の厚みを確保しやすかった点も普及を後押ししました。
博物館の展示で大型ディスク機の実演に触れると、この違いは数字以上にはっきり伝わってきます。
音が鳴った瞬間に前へ押し出されるような音圧があり、そのあとに金属の余韻がふわりと長く残ります。
あの感触は、スターホイールを介してしっかり力が伝わり、大きな櫛歯が十分に振動するからこそ生まれるものです。
小型シリンダー式の親密な音とは別の魅力で、部屋の空気が一段ひらけるように感じられます。
ディスク式は「交換できる便利な方式」にとどまらず、音楽体験そのものを一回り大きくした形式だったわけです。
日本への伝来時期には複数の説があります。
とくに「1852年説」はしばしば紹介される有力な説の一つですが、一次史料に基づく確証は限られており、研究者や史料によって解釈が分かれます。
ここでは「1852年説は有力な諸説の一つ」である旨を明示し、詳細な史料照合が必要な箇所として扱います。
オルゴールムーブメント | ニデックインスツルメンツ株式会社
www.nidec-instruments.com三協精機の挑戦:試作失敗から国産化へ
1946年:創業と諏訪のものづくり
日本のオルゴール製造史で起点になるのが、1946年に長野県下諏訪町で三協精機が創業したことです。
戦後まもない時期にこの土地から精密機器メーカーが立ち上がった背景には、諏訪地域にすでに蓄積されていた時計産業と精密加工の基盤がありました。
小さな部品を寸法どおりに削り、熱処理をかけ、組み上げて性能を揃える文化があったからこそ、のちにオルゴールのような微妙な音響機械へ踏み込めたわけです。
でも、三協精機の歩みはこの戦後の創業から整理されています。
オルゴールは「音の出る箱」と見れば素朴ですが、実際には櫛歯、シリンダー、ガバナー、ゼンマイという複数の精密部品が回転と打弦の均衡を保ってはじめて成立します。
諏訪の強みは、まさにこの均衡を量産の現場で詰めていけることでした。
筆者は修復現場で古い三協精機製ムーブメントを開けるたび、諏訪のものづくりが最初から“音だけ”を追っていたのではなく、“寸法と再現性”を先に押さえていたことを感じます。
古い個体では櫛歯のばね性が落ち、弾いたあとの戻りが鈍くなっていることがありますが、そのとき効くのは力任せの矯正ではありません。
テンションの掛け方を抑えながら、接触面の研磨を少しずつ整え、鳴りと復元力の釣り合いを探る必要があります。
こうした再調整の勘所は、創業当時から諏訪にあった精密加工の感覚と地続きです。
1948年:初出荷500台までの道のり
創業からまだ2年ほどの時期、三協精機は国産オルゴールの開発に着手します。
そして1948年末には初出荷500台へ到達しました。
戦後復興の途上で、まだ工業基盤も資材も潤沢ではない時代に、試作から製品化までを短期間でまとめたこと自体がひとつの技術的達成です。
ここで見落とせないのは、500台という数字が単なる販売実績ではなく、試作機を「鳴る」段階から「揃って鳴る」段階へ進めた証拠だという点です。
オルゴールは一台だけ鳴ればよい機械ではありません。
櫛歯の硬さ、シリンダー側のピン配置、回転の安定、音合わせの精度が量産単位で揃わなければ商品になりません。
諏訪の加工技術がここで効いたのは、時計部品と同じく微細なばらつきを抑え込む仕事に慣れていたからでしょう。
この初出荷の意味は、のちに世界市場で存在感を持つメーカーへ育つ前史としても大きいものがあります。
後年の大規模量産を知っていると、1948年末の500台は控えめな数字に見えるかもしれませんが、製造史の視点で見ると、これは「日本でオルゴールを継続的に作れる」ことを示した最初の節目です。
工芸品としての模倣ではなく、工業製品としての国産化がここで動き始めました。
試作機の失敗と改善サイクル
その節目は、最初から滑らかに到達したわけではありません。
三協精機の試作1号機は6台で、この段階では櫛歯の破損や音質不良が大きな壁になりました。
記録に残る「バケツの底をたたくような音」という比喩は印象的ですが、技術的に見ると、これは単に音色が悪いという話ではありません。
櫛歯の材質、熱処理、表面仕上げ、そして打弦条件がうまく噛み合わず、倍音の出方と減衰のしかたが整っていなかった状態を示しています。
櫛歯が割れるのは、材料の選定だけでなく、熱処理の入り方や歯元形状の応力集中が関係します。
逆に割れなくても、硬すぎれば響きが痩せ、柔らかすぎれば音程が沈みます。
加えて、シリンダーのピン配置精度が不足していると、櫛歯をはじく位置とタイミングがぶれ、音量も発音の立ち上がりも揃いません。
オルゴールではこのピン配置が楽譜であると同時に打弦機構そのものなので、カム加工の精度不足はそのまま音の粗さになります。
そこで必要になったのが、個別の不具合を場当たり的に直すのではなく、改善サイクルを工程として回すことでした。
具体的には、櫛歯材の見直し、熱処理条件の詰め、先端や接触部の研磨精度の向上、シリンダー側のピン配置精度の確立、そして仕上げ段階での調律体制づくりです。
櫛歯は削れば音程が上がりますが、削り方が乱れると余韻が濁ります。
ピンは並んでいればよいのではなく、どの角度でどの深さだけ歯に触れるかまで揃って、はじめて同じ曲として聞こえます。
筆者の工房でも、古い三協製ムーブメントで櫛歯の弾性が抜けた個体に出会うことがあります。
そうした個体は音程だけを追って研磨すると、いったん高さは合っても鳴りが痩せます。
逆にテンション回復を優先しすぎると、歯に無理が残って発音が硬くなります。
経験上、効くのはテンションと研磨を別工程として切り離さず、弾いた瞬間の立ち上がりと余韻の消え方を見ながら少しずつ整えるやり方です。
三協精機の初期開発も、まさにこの積み重ねだったはずです。
失敗した6台は単なるロスではなく、国産化に必要な加工条件と音づくりの基準を体で覚えるための教材でした。
量産技術の確立で日本はなぜ世界シェアを握れたのか

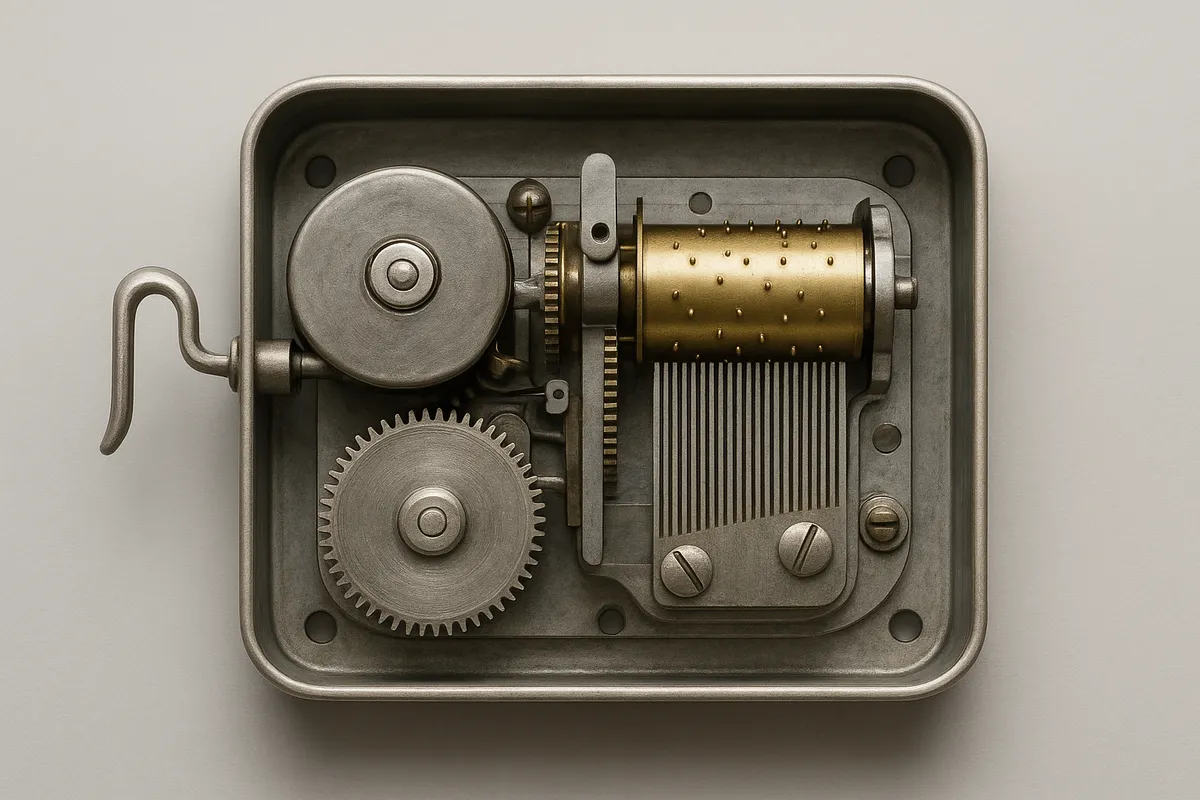
ムーブメント供給モデルの強み
日本が世界シェアを握れた理由を技術史として捉えるなら、完成品オルゴールの人気だけでは足りません。
核心は、ムーブメントという心臓部そのものを世界へ供給したことにあります。
ムーブメントは、櫛歯を鳴らすためのゼンマイ、ガバナー、シリンダー、台座まわりを含む発音機構の中核です。
ここを安定供給できれば、外装箱や意匠を各国のメーカーや雑貨ブランドが担っても、音の核は日本製で成立します。
つまり日本は「オルゴールを輸出した」のではなく、世界中のオルゴール商品を成立させる基幹部品を握ったわけです。
このモデルの強さは、需要の裾野が広い点にもあります。
高級木箱入りのギフト品、観光地向けの土産物、販促品、雑貨店向けの小型商品まで、外観も価格帯も異なる製品に同じ系統のムーブメントを展開できます。
ひとつのブランドが世界中の完成品市場を独占するのは難しくても、ムーブメント供給者として多くの販売網に乗れば、結果として世界市場の広い面積を押さえられます。
販売網の拡大がそのまま量産効果の拡大につながる構造です。
筆者は修理現場で、同じ系統の日本製ムーブメントが、国もブランドも違う箱に収まっている例を何度も見ます。
外装は別物でも、内部の寸法の取り方、ガバナーの効き方、櫛歯の並びの整い方に共通した作法が残っていることがあります。
この共通性は、単に部品が同じという話ではありません。
供給側が規格と寸法の基準を握っていたからこそ、世界の販売側は安心して商品化できたのです。
量産と販売網、そしてムーブメント供給は、ここで一本の線になります。
自動化・検査・標準化の三位一体
ムーブメント供給モデルが機能するには、台数を出せるだけでは不十分です。
どのロットでも同じテンポで回り、同じ条件で発音し、一定の品質を外さないことが必要でした。
そこで効いたのが、自動化、専用機化、検査工程の標準化です。
部品加工を人の勘だけに依存せず、専用機で寸法を揃え、組立工程もばらつきを抑える方向に寄せ、検査では許容範囲を明確にする。
この三位一体があって、品質とコストを同時に成立させられました。
。
単純計算でも1日あたり約24万6千台、24時間通年稼働の理論値なら1分あたり約171台です。
実際の工場稼働はもっと複雑ですが、この数字は「職人芸の延長」だけでは到底届かない水準で、量産技術そのものが競争力だったことを物語ります。
修理の立場から見ると、自動化ラインで生まれた量産機には独特の整い方があります。
テンポの収まりが均一で、ガバナーが適正に効いている個体は、同型機を複数開けても回転の癖が似ています。
ノイズも、耳障りな擦過音や局所的なビビりではなく、機構全体の許容差の中に収まった機械音として聞こえることが多いです。
対して、小ロットで手作業仕上げの比重が高い機体では、音色そのものに魅力があっても、立ち上がりのテンポや余韻への移り方に個体差が出ます。
これは手作業が劣るという意味ではなく、量産ラインはばらつきを消す技術に長けているということです。
世界市場で大量に供給するには、この再現性が欠かせませんでした。
。
ニデックインスツルメンツ|オルゴールについてニデックインスツルメンツ|オルゴールについてで語られる歩みを見ても、試作失敗から国産化に至った後の強みは、音を鳴らす原理の発明より、工程を回して揃える力にありました。
販売網が広がるほど、「どこへ送っても一定の品質」という信頼が蓄積し、それが再び受注を呼びます。
この循環が、日本勢のシェア拡大を支えました)。
世界シェア80〜90%“とされる”の読み方

日本のオルゴール産業を語るとき、世界シェア80〜90%超という数字がよく出てきます。
ただし、この数字は一枚岩ではありません。
読むときに整理したいのは、何の市場を指しているのかです。
業界全体として語っているのか、オルゴールムーブメント市場を指しているのかで表現が揺れます。
ムーブメント供給企業としての存在感を示す文脈では90%超とされる記述があり、ムーブメント単体の市場シェアとしては80%とされる説明も見られます。
この差は、数字の信頼性が低いというより、母集団の違いで理解したほうが実態に近いです。
完成品オルゴールまで含めた世界の広い市場では、外装メーカーや地域ブランドが多数存在します。
一方で、心臓部であるムーブメントに絞ると、供給を握る企業の比重は一気に高まります。
日本勢、とりわけ三協精機系が圧倒的だったという評価は共通していて、80%なのか90%超なのかは、どの切り口で見ているかの違いとして読むのが妥当です。
ℹ️ Note
数字そのものよりも、「世界の完成品の多くが日本製ムーブメントの上に成り立っていた」という構図を見ると、この時代の強さがつかみやすくなります。
ここで1990年頃の年間9,000万台規模という製造例を重ねると、シェアの高さが誇張ではなく、量産能力に裏打ちされた結果だと見えてきます。
80%と90%超の両方を断定的に一本化せず、「そうした水準とされる」と幅を持たせています。
技術史として本当に押さえたいのは、数字の一桁目よりも、自動化された量産技術、世界へ張り巡らされた販売網、そしてムーブメント供給モデルが結びついたとき、日本は市場の中心を取れたという構造です。
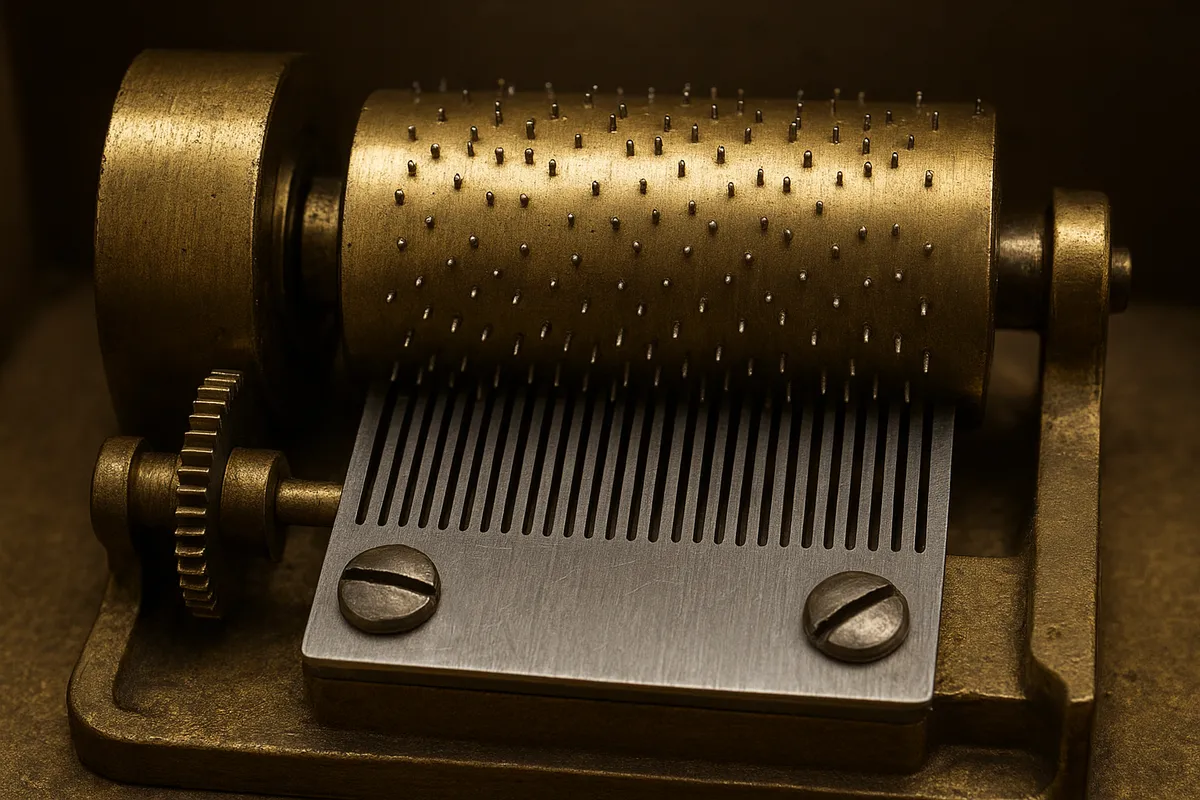
音を決める技術:櫛歯・シリンダー・編曲・調律
櫛歯:材質・熱処理・研磨
オルゴールの音階を担う中心部品が、櫛歯(くしば)です。
金属の歯を音程ごとに並べたこの部品は、見た目こそ単純ですが、音の印象は材質、熱処理、歯の形状、表面の研磨精度で大きく変わります。
歯は一本ごとにばねとして振動するので、弾性の取り方が甘いと音程が落ち着かず、硬さだけを優先すると余韻が痩せます。
製造技術史として見ると、ここは「金属を切って並べた」では済まない領域で、材料工学と精密加工がそのまま音色に現れる部分です。
歯の長さと厚みは基本の音程を決めますが、実際の発音ではそれだけでは足りません。
熱処理で内部応力の状態を整え、歯先や側面の研磨で不要な引っかかりを減らし、振動の立ち上がりを揃えていきます。
櫛歯研磨の精度が粗いと、同じ高さの音でも発音の瞬間にざらつきが出たり、倍音の出方がばらついたりします。
反対に、歯先の面が整っている個体は、最初の一音に芯があり、余韻も濁りにくくなります。
筆者は調律作業で歯先を数十ミクロン単位のつもりで少しずつ研ぐことがありますが、そのわずかな変化でも、音の「立ち上がりの鋭さ」が別物になる場面を何度も経験してきました。
周波数計の数字だけを合わせても、耳で聴くとまだ重いことがあります。
そういうときは、単に音程を追うのではなく、どこを研ぐと発音の輪郭が前に出るかを見ます。
音を高くする、低くするという一軸ではなく、どう鳴り始めるかまで含めて櫛歯を仕上げるわけです。
でも、オルゴールの調律が手作業で詰められていることに触れられています。
量産時代を支えたのは自動化でしたが、耳で決めるべき部分が消えたわけではありません。
櫛歯は寸法公差の管理だけで完結せず、研磨の当て方ひとつで倍音の見え方が変わるので、最終的には部品精度と人の判断が交差します。

リコー経済社会研究所 | リコーグループ 企業・IR | リコー
【リコー公式サイト】リコー経済社会研究所は、激動するグローバル経済や社会構造の未来を予測しながら企業経営へのインパクトを研究する「シンクタンク機能」のほか、その成果を基にリコー経営陣に対して提言を行う「アドバイザリー機能」があります。また、
blogs.ricoh.co.jpシリンダーとガバナ:回転とタイミング

櫛歯が音階を持つ部品だとすれば、シリンダーは楽譜を物理的に記録した部品です。
ピン付き円筒が回転し、各ピンが決められた順序で櫛歯を弾くことで旋律が生まれます。
ここで効くのが、ピン配置の角度精度、列の位置関係、高さの均一性です。
ピンがわずかに高すぎれば打弦が強くなって耳につき、低すぎれば音の立ち上がりが鈍ります。
隣り合う歯との間隔も含めて、部品のかみ合わせが整っていないと、音程が合っていても演奏が滑らかにつながりません。
修理で古いムーブメントを開けると、シリンダーと櫛歯の位置関係がほんの少しずれただけで、ある音だけ発音が遅れたり、隣の歯を浅く触って雑音を出したりすることがあります。
オルゴールは「当たれば鳴る」機械ではなく、どの角度で、どの深さまで、どの速度で弾くかが揃ってはじめて音楽になります。
この意味で、シリンダー周辺は工作精度の集積です。
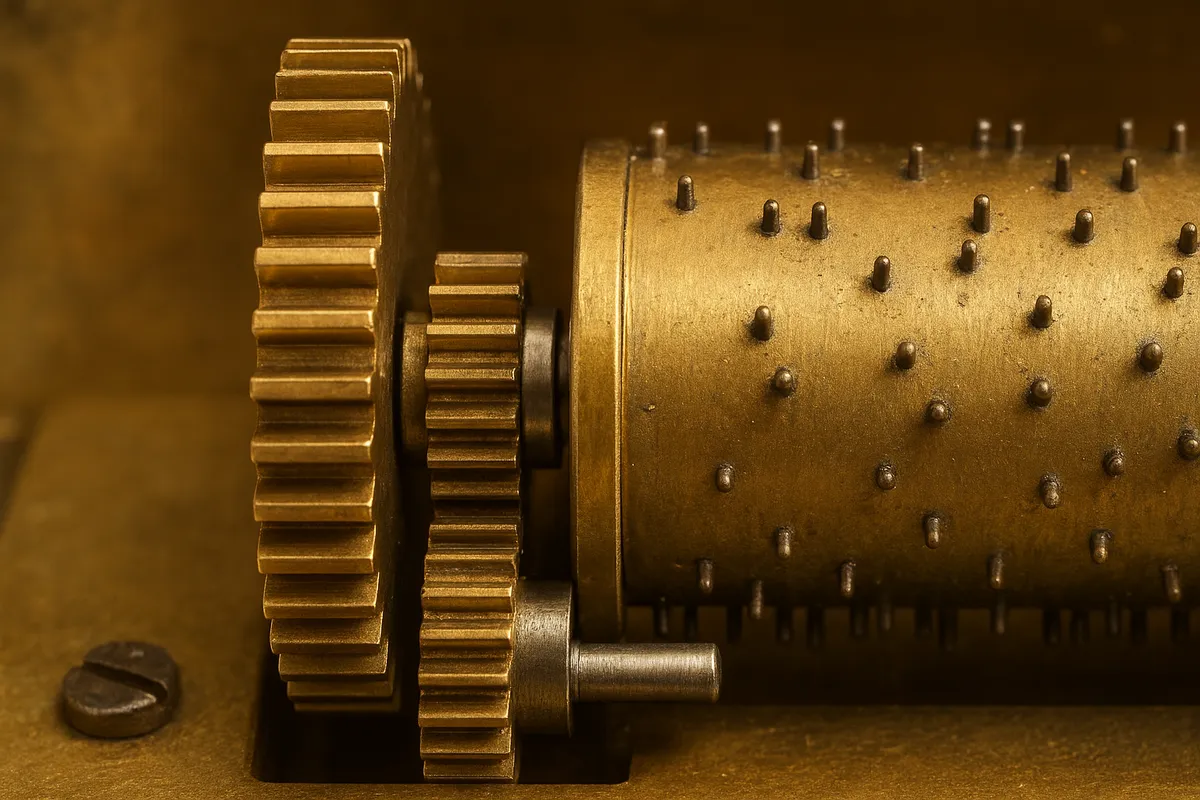
回転を支えるゼンマイにも、音を左右する厄介な性質があります。
ほどけ始めはトルクが強く、終盤に向かうほど弱くなるため、そのままではテンポが揺れます。
そこで入るのがガバナです。
羽根や抵抗機構で回転数を抑え、ゼンマイの力の変動をならして、一定のテンポに近づけます。
テンポの安定は単に「速い遅い」の問題ではありません。
ピンが櫛歯に触れる時間の感触まで変えるので、ガバナが甘い個体は、拍の頭が落ち着かず、旋律が前につんのめるように聞こえます。
で整理されているように説明されます。
シリンダー式はピンが櫛歯を直接弾くのに対し、ディスク式は突起がスターホイールを介して発音させます。
どちらも記録媒体の違いだけでなく、かみ合わせの作法が異なります。
シリンダー式は小型化と繊細さに向き、ディスク式はより強い打弦が可能です。
構造差はそのまま音の性格差として現れます。
編曲と調律:限られた音数で音楽にする
オルゴールの音作りでは、編曲と調律を分けて考える必要があります。
編曲は、限られた弁数と音域の中に曲を収める作業です。
調律は、そのために並べられた櫛歯を狙った音程に合わせ、発音の質感まで整える作業です。
同じ「曲をよく聴かせる」仕事でも、役割は別です。
シリンダー式では、弁数が増えるほど使える音が増え、和音や対旋律を残せる余地も広がります。
演奏時間も一般に長くなり、18弁は約15秒、30弁は約25〜30秒、50弁は約45秒という例が知られています。
72弁では日本製シリンダーオルゴールとして最大級の仕様例があり、3回転で一曲を聴かせる構成も見られます。
ここで見えてくるのは、弁数が多いほど豪華、で終わらないことです。
18弁では主旋律を優先し、伴奏を思い切って捨てる判断が必要ですし、30弁や50弁になると、どの和声を残して曲らしさを保つかが編曲の腕になります。
オルゴール堂の解説(にある演奏時間の目安を、筆者は修理や試聴の現場でいつも実感します。
18弁は短いからこそ、イントロや印象的な一節を切り出す編曲が効きます。
30弁になるとメロディーの息継ぎが自然になり、50弁では和音の厚みを持たせながら曲としての起伏を作りやすくなります。
72弁クラスになると、単に音が増えるのではなく、低音と高音の距離が広がるため、原曲の空気感に近い配置を狙えます)。
一方の調律は、編曲で選ばれた音を正しく鳴らす工程です。
歯長の詰め方、研磨量、場合によってはミュート位置の追い込みまで含めて、音程と余韻を整えます。
ここで言うミュートは「音を消す」ためだけの部材ではなく、不要な響きを抑え、発音の終わり方を整えるための調整点です。
編曲が楽譜の取捨選択だとすれば、調律はその楽譜を機械の現実に落とし込む仕事だと言えます。
筆者の感覚では、良い編曲は「少ない音でも曲が見える」状態を作り、良い調律は「少ない音でも物足りなさを感じにくい」状態を作ります。
限られた音数に収める編曲が骨格を作り、調律が肉付けをするわけです。
量産機でも高級機でも、この二つが噛み合わないと、音数の多寡だけでは魅力は決まりません。
💡 Tip
弁数は豪華さの指標というより、編曲で使える語彙の数に近いものです。音数が少ない機種ほど、どの音を残すかという設計思想がはっきり出ます。
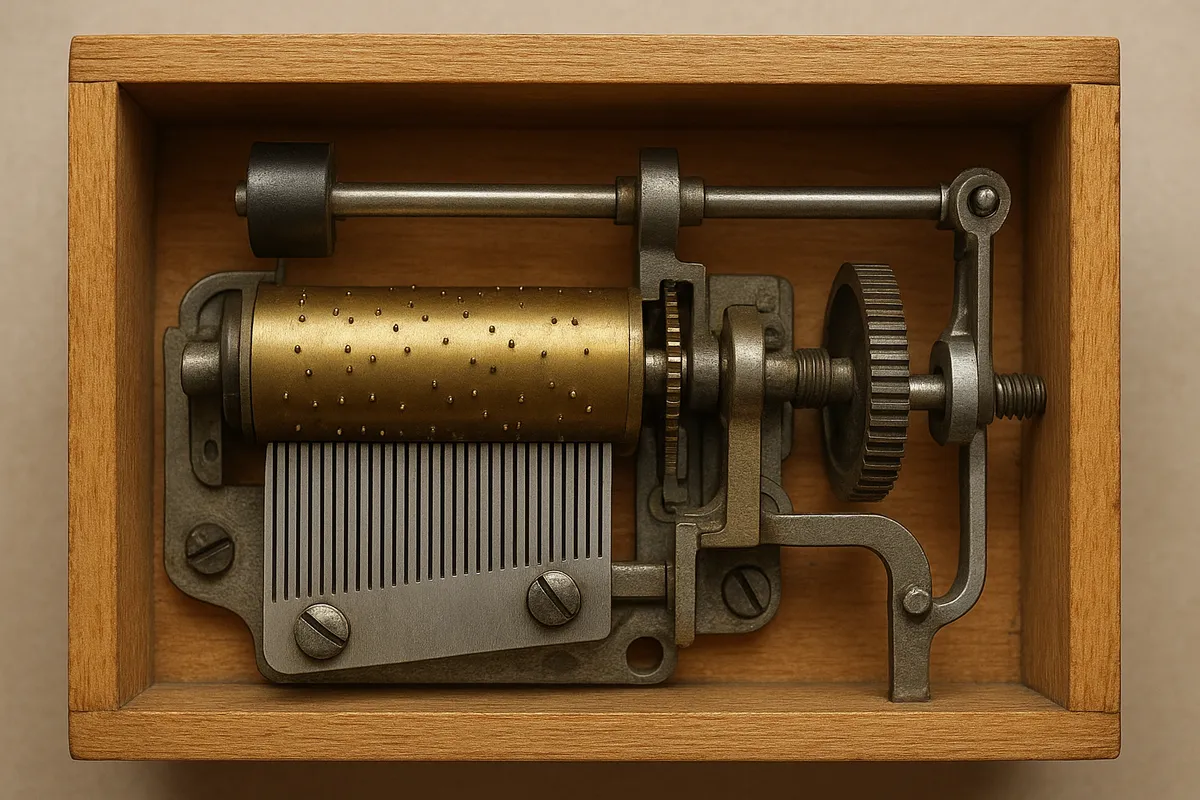
共鳴体:箱・響板の役割

ムーブメント単体の音は、意外なほど小さく乾いています。
私たちが「オルゴールらしい」と感じる響きの多くは、箱と響板が受け持っています。
木箱の天板や底板、内部空間の体積、響板の取り付け方が、櫛歯から伝わる振動を空気の音へ変換し、音量と音色の印象を整えます。
共鳴体としての箱があるから、金属の小さな振動が部屋の中で立体的に聞こえるわけです。
一般的な傾向として、箱の体積が大きいと低い帯域に厚みが出やすく、小型箱は中高域の輪郭が前に出ます。
木材の種類や板厚も響き方に関わりますが、ここは単純な優劣ではありません。
硬めの板で反応の速い音を狙う設計もあれば、やや柔らかい響きで余韻を包む設計もあります。
響板との接触面積やムーブメントの固定方法でも、どの周波数帯が前に出るかは変わります。
筆者が修理や調整の途中で強く感じるのは、箱を開けた状態と閉じた状態で、音量感も音像も思った以上に違うことです。
開けたままでは発音の芯や機械音の混じり方がよく見えますが、蓋を閉じると音が前にまとまり、余韻の尾が急に音楽らしくなります。
机の上で裸のムーブメントを鳴らしたときには硬く聞こえた個体が、箱に戻した途端に落ち着くことも珍しくありません。
共鳴体としての箱は飾りではなく、設計の一部です。
高級機で箱づくりが重視されるのは、このためです。
ムーブメントの精度が高くても、共鳴体が振動をうまく受け渡せなければ、音は痩せます。
逆に、箱だけ良くても、櫛歯やシリンダーの精度が不足していれば芯のない響きになります。
オルゴールの音を決める技術は、一つの部品の出来ではなく、櫛歯、シリンダー、ガバナ、編曲、調律、そして箱が連続して働くところにあります。
読者が製造技術史として面白いと感じるのは、この「部品ごとの精度が、最終的に一つの音楽へ変わる」瞬間だと思います。
シリンダー式・ディスク式・現代機構の違い
シリンダー式:贈答品の定番
シリンダー式は、ピンを植えた円筒が回転し、そのピンが櫛歯を直接弾いて発音する基本形です。
構造が素直で、小型の箱物に収めやすいため、贈答品として広く普及したのはこの方式でした。
読者が土産物店や記念品で目にする機会が多いのも、まずこの形式です。
製造の観点で見ると、見た目以上に手間がかかります。
シリンダー側は、どの位置にどの高さでピンを立てるかが楽譜そのものになりますし、櫛歯側は一本ごとの長さと厚みを追い込み、櫛歯研磨で音程と発音の立ち上がりを整えます。
そこで終わりではなく、組み上げた後にピン先端と櫛歯の接触が適切になるよう部品のかみ合わせを詰め、さらに調律で音程の収まり方を合わせていきます。
シリンダー式は直接打弦なので、わずかな位置ずれがそのまま発音のばらつきとして出やすく、工程管理の難しさが音の品位に直結します。
音楽的な制約も、この方式の個性です。
前の節で触れた通り、オルゴールはそもそも使える音数が限られており、特に18弁クラスでは限られた音数に収める編曲が避けられません。
主旋律を優先し、伴奏や内声を整理して「この曲だ」とわかる骨格だけを残す。
シリンダー式の魅力は、その切り詰めた設計が小さな箱の中で一つの様式として成立している点にあります。
しかも、ムーブメント単体では乾いた金属音に留まりがちなものを、共鳴体としての箱が受け止め、木の響きに変えてくれます。
贈答品としての完成度は、機構だけでなく箱との一体設計で決まります。
筆者は同じ曲を18弁のシリンダー式と大型のディスク機で聴き比べたことがあります。
18弁の方は旋律がすっと前に立ち、音の輪郭が明瞭でした。
一方で和音は必要最小限に整理されていて、音が消えていく速度も早い。
これは編曲上の取捨選択だけでなく、直接打弦の力が比較的小さく、櫛歯自体も小ぶりで、箱の容積も限られるためです。
音の美点は繊細さにあり、親密な距離で聴く音楽だと感じます。
ディスク式:曲交換と表現力
ディスク式は、突起を打ち出した金属ディスクを回し、その突起がスターホイールを介して櫛歯を弾く方式です。
ここで一段、機械要素が増えます。
記録媒体であるディスクが直接櫛歯に触れるのではなく、突起が星形の車を押し、その回転運動が打弦へ変わる。
この介在機構があるため、シリンダー式とは異なる力の伝え方になります。
この構造上の差について、でも、ディスク式はより強い力で弁を弾けるため、より大きな櫛歯を使え、表現力や音量の面で優位に立つと説明されています。
要するに、スターホイールを介在させることで、打弦のエネルギーを取りやすいのです。
大きな櫛歯は和音の厚みや余韻の長さに効きますから、構造差はそのまま音のスケール差になります。
製造工程もシリンダー式とは別の難しさがあります。
ディスクの突起位置が正確でも、スターホイールの歯先形状や軸の抵抗、櫛歯との当たり方が揃っていなければ、音量もタイミングも乱れます。
つまり、媒体精度だけでなく、介在する歯車系の部品のかみ合わせが音に直結します。
櫛歯側ではやはり櫛歯研磨と調律が欠かせず、強く弾ける構造だからこそ、音程のほか、発音直後のアタックが荒れないよう整える技術が問われます。
ディスク式のもう一つの利点は、曲の入れ替えです。
シリンダー式では楽曲が円筒そのものに固定されるのに対し、ディスク式はディスクを交換すれば別曲になります。
19世紀後半に普及した理由の一つがここで、量産と多曲化の相性がよかったわけです。
演奏の表情でも有利で、同じ曲でも和音を厚く残した編曲が成立しやすく、低音側を支える櫛歯が効くと、曲の重心がぐっと下がります。
筆者が18弁シリンダー式と大型ディスク機を同一曲で聴き比べたとき、もっとも差を感じたのはここでした。
ディスク機では、主旋律の背後にある和声が面として広がり、音が消えるまでの尾が長いのです。
耳に残るのは単なる音量差ではありません。
大きな櫛歯をしっかり弾ける構造と、それを受け止める大きな箱が組み合わさることで、減衰の途中まで和音の形が崩れにくい。
シリンダー式が線で歌うなら、ディスク式は面で響かせる方式だと言えます。
スマート・ギア:第3のオルゴール
現代機構として注目したいのが、ORPHEUS KANATA(表記例: オルフェウス KANATA)に採用されたスマート・ギア オルゴールです。
これはデジタル楽譜データを用いる新機構ですが、誤解してほしくないのは、単なる電子音再生ではないという点です。
データを使うのは楽譜の記録と制御のためで、実際には機械的に櫛歯を鳴らす。
スピーカーで似た音を流すのではなく、オルゴール本来の櫛歯が物理的に振動して音楽になるところは守られています。
ここでは記録媒体がシリンダーでもディスクでもなくデジタルになります。
そのため、従来方式で制約になっていた「媒体ごとの固定曲数」から離れられます。
オルフェウスKANATAはSDカードで150曲のフルコーラス再生に対応します。
短いフレーズを一回転に詰め込む発想ではなく、長時間・多曲数を前提にした設計です。
ただし、媒体が新しくなっても、音を作る根本は昔ながらの機械加工から逃れられません。
櫛歯は依然として一本ずつ音程を持ち、櫛歯研磨と調律が要ります。
データどおりに駆動しても、櫛歯のばらつきや駆動部のかみ合わせが甘ければ、機械式オルゴールとしての品位は出ません。
ここがこの方式の面白いところで、記録の自由度は現代的なのに、最終的な音の質は古典的な機械精度に支配されます。
編曲の発想も変わります。
シリンダー式では限られた弁数と短い演奏時間の中に曲を切り詰め、ディスク式では交換可能な媒体に表現力を乗せました。
スマート・ギアでは長尺の楽曲展開が可能になっても、櫛歯の本数そのものが無限になるわけではありません。
したがって、ここでも限られた音数に収める編曲は消えません。
違うのは、短い印象句だけでなく、曲全体の起伏や反復まで含めて設計できる点です。
機械式の音色を保ったまま、楽譜の時間軸だけが現代化したと考えると理解しやすいでしょう。
その音を支えるのは、やはり共鳴体としての箱です。
どれほど制御が精密でも、櫛歯の振動を箱が受け止めなければ、オルゴールらしい空気感にはなりません。
新機構は古い方式を置き換えるというより、シリンダー式とディスク式の長所を踏まえたうえで、「機械式の音を、現代の記録方法でどう拡張するか」という第三の答えとして見るのが自然です。
| 項目 | シリンダー式 | ディスク式 | スマート・ギア オルゴール |
|---|---|---|---|
| 記録媒体 | ピン付きシリンダー | 突起付き金属ディスク | デジタル楽譜データ |
| 発音方式 | ピンが櫛歯を直接弾く | 突起がスターホイールを介して櫛歯を弾く | データに応じた新機構で櫛歯を機械的に弾く |
| 曲変更の容易さ | 基本的に困難、交換シリンダー式は例外 | ディスク交換で容易 | SDカード差し替えで多数曲に対応 |
| 音の傾向 | 繊細で親密 | 迫力と表現力に強み | 生演奏感を保ちながら長時間・多曲数 |
| 歴史的位置づけ | オルゴールの基本形 | 多曲化と量産で主流化した方式 | 現代の再定義を担う新方式 |
| 代表的数値例 | 18弁:約15秒、30弁:約25〜30秒、50弁:1回転約45秒、72弁:日本製で最大級 | 45弁の例あり | オルフェウスKANATAは150曲フルコーラス |
当社子会社によるオルゴール新製品の発売について(日本電産サンキョー) | ニデック株式会社
www.nidec.comニデック時代の現在地:高級機ORPHEUSと第3のオルゴール

2003/2005/2021/2023:社名・事業継承の整理
戦後に三協精機として始まったオルゴールの技術は、会社の名前を変えながらも途切れていません。
系譜を追ううえで節目になるのが、2003年、2005年、2021年、2023年です。
2003年には資本関係が変わり、日本電産グループの中に位置づけられました。
2005年には社名が日本電産サンキョーへ変わり、旧社名の「サンキョー」を残しつつ、新しい経営体制のもとで事業が再編されています。
オルゴール事業そのものは、日本電産サンキョーオルゴールとして切り出された時期を経て、のちに本体側へ統合されました。
沿革整理では、2021年にこのオルゴール事業が吸収合併で取り込まれたことが現在地を理解するうえで外せません。
さらに2023年には日本電産サンキョーがニデックインスツルメンツへ社名変更しています。
こうした流れはニデックインスツルメンツのオルゴール解説ページとWikipediaの沿革記述を見比べると把握しやすく、ブランド名は変わっても、諏訪で積み上げられた加工・調律・組立の蓄積が連続していることが読み取れます。
技術史の観点で見ると、この再編は単なる看板の掛け替えではありません。
量産ムーブメントで培った歯車加工や組立精度の知見を残しながら、高級機では音の品位を前面に出し、新機構では記録方式を更新する。
その流れを同じ系譜の中で続けている点に意味があります。
社名は三協精機から日本電産サンキョー、そしてニデックインスツルメンツへ移っても、オルゴールを「機械式の音響機器」として扱う発想は切れていません。
ORPHEUS:高級機の思想と製造
その連続性をもっとも見やすい形で示しているのが、高級機ORPHEUSシリーズです。
量産品の延長として高価格帯を置いたのではなく、国内一貫生産と手調律を軸に、機械式オルゴールの到達点を改めて定義しようとしたシリーズだと筆者は見ています。
調律や仕上げに手作業が深く関わることが紹介されており、工場製品でありながら、音の最終品質は職人的な追い込みで決まる構図が残っています。
修理や調整の現場にいると、この思想は構造からも伝わってきます。
櫛歯の本数が増えると音域が広がるだけでなく、和声を同時に保持できる余地が増えます。
ただ、それだけでは高級機の音にはなりません。
駆動側の回転が揺れず、ピンや作動部が狙った位置と強さで櫛歯を弾いてはじめて、和音の立ち上がりと減衰が揃います。
筆者が50弁機、72弁機、そしてORPHEUS系の音を聴き比べたとき、差として強く残ったのは音量よりも余韻の層でした。
50弁や72弁でも十分に豊かなのですが、ORPHEUSでは減衰していく途中に内声が残り、単音の連なりよりピアノ的な和声のまとまりとして耳に入る印象があります。
櫛歯本数の余裕に加え、駆動精度が高いことで、発音タイミングのわずかなずれが抑えられているからではないかと感じます。
ここでいう高級機とは、装飾や希少材だけを指しません。
どの櫛歯を、どの順序で、どの強さで鳴らすかという設計を、実際の加工精度と調律精度で成立させることが前提です。
オルゴールは見た目が静かな製品ですが、内部ではごく小さな誤差が和音の濁りやテンポの落ち着きに直結します。
ORPHEUSはその誤差管理に正面から向き合ったシリーズであり、日本の量産技術が高級音響表現へ折り返してきた象徴と言えます。
ORPHEUS KANATA:第3のオルゴール

そのORPHEUSの流れを受けつつ、方式そのものを現代側へ押し広げたのがORPHEUS KANATA(オルフェウス KANATA)です。
この機種はスマート・ギア オルゴールを採用し、SDカード収録150曲フルコーラスに対応するとされています。
ここで新しいのは、曲の記録がデジタルになった点であって、音の出口まで電子化したわけではないことです。
櫛歯を機械的に鳴らすという核は守りながら、従来のシリンダーやディスクが抱えていた曲数と演奏時間の制約を外した構成になっています。
この機種が示しているのは、オルゴールが懐古的な嗜好品のまま終わっていないという事実です。
三協精機の時代に築いた加工精度と、ORPHEUSで磨いた高級機の思想があって、その先にORPHEUS KANATAがある。
技術史は過去形ではなく、いまも更新中だとわかります。
年表で振り返る日本のオルゴール技術史
世界史の節目
技術史を年表で並べると、日本のオルゴール製造がどこから何を受け取り、どこで独自化したのかが見えます。
前史にあたる部分は、方式の違いを押さえておくと流れを追いやすくなります。
1796年にスイスでシリンダー式が成立したとされ、19世紀には機械式音楽装置としての骨格が整いました。
さらにWikipedia系の整理では1885年にドイツでディスク式が実用化したとされ、曲交換の柔軟性が高まったことが普及の一因として位置づけられています。
日本への伝来は1852年説がよく引かれますが、この点は資料によって幅があり、年そのものより「幕末期には西洋の自鳴機構として認識されていた」と捉えるほうが実態に近いです。
年と出来事を一度並べると、後の日本史が整理しやすくなります。
| 年 | 出来事 | 簡易注記 |
|---|---|---|
| 1796 | シリンダー式オルゴール誕生(スイス) | オルゴール堂、Wikipedia系で紹介 |
| 1852 | 日本伝来説 | オルゴール堂掲載の説。諸説あり |
| 1885 | ディスク式実用化(ドイツ) | Wikipedia系で紹介 |
修理の現場感覚でいうと、この時代の方式差は音の個性だけでなく整備性にも直結します。
シリンダー式の古い設計は、ひとつの部品精度が全体の発音にそのまま表れやすく、部品互換という発想も薄いため、現物合わせの調整が前提になります。
対してディスク式は媒体交換という思想が先にあるぶん、作動部の役割分担が明確で、のちの量産設計へつながる考え方が見えます。
筆者が古い代表機を分解して感じるのは、技術史とは新方式の追加だけではなく、公差設計をどこまで仕組みとして吸収できるようになったかの歴史でもある、ということです。
戦後日本の勃興
日本のオルゴール技術史が産業として本格化する起点は、やはり諏訪です。
1946年に長野県下諏訪で三協精機が創業し、国産化への挑戦が始まります。
創業から出荷までの間隔が短いのは、単に勢いがあったからではなく、時計や精密加工の地域的な蓄積が土台にあったからでしょう。
この時期の要点も、年表にすると頭に入りやすくなります。
| 年 | 出来事 | 簡易注記 |
|---|---|---|
| 1946 | 三協精機創業(長野・下諏訪) | ニデックインスツルメンツ公式沿革など |
| 1948 | オルゴール初出荷500台 | ニデックインスツルメンツ公式で紹介 |
この初期段階の機械は、修理者の目で見ると「製品」であると同時に「試行錯誤の結果」でもあります。
部品ごとのばらつきを組立で吸収している箇所が多く、同年代でも個体差が出やすいのが利点です。
現代の量産ムーブメントなら、同一規格の部品を交換して基準位置へ戻せる場面がありますが、戦後初期の機体では、そのまま置き換えるだけでは音程もテンポも落ち着きません。
櫛歯、ガバナー、シリンダー周辺の関係が個体ごとに濃く結びついており、そこに国産化の苦労が刻まれています。
裏返せば、この段階で設計と加工の基準化を進めたことが、次の量産覇権の前提になりました。
量産覇権と高級機回帰
戦後の立ち上がりを越えると、日本のオルゴール技術は「作れる」段階から「大量に、揃った品質で作れる」段階へ進みます。
1985年には高級機ORPHEUSシリーズが始まったと紹介されており、一方で量産側では1990年に年間9,000万台規模へ達したとリコー経済社会研究所の報告もあります。
この数字は単純計算で1日あたり約24万6千台相当とされ、24時間換算では1分あたり約171台という理論値になります。
もちろん実稼働は生産ラインや稼働日で変わりますが、当時の量産密度を想像する目安にはなります。
ここで押さえたいのは、量産拡大と高級機開発が同時進行だった点です。
| 年 | 出来事 | 簡易注記 |
|---|---|---|
| 1985 | 高級機ORPHEUS開始 | Asahi Shimbun AJWなどで紹介 |
| 1990 | 年間9,000万台規模と紹介される | リコー経済社会研究所の記事による |
| 1990頃 | 世界シェア80〜90%級とされる | 業界全体かムーブメント市場かで指標差あり |
シェア表記には注記が必要です。
80%という記述はオルゴールムーブメント市場を指す整理で使われることがあり、90%以上という表現は業界全体の世界シェアとして紹介される場合があります。
数字そのものの優劣より、「どの市場を母数にしたか」が異なる点を外さないほうが正確です。
整備の観点でこの時代を見ると、量産技術の成熟は明らかです。
代表的な量産ムーブメントは、軸位置やねじ穴の基準がそろい、部品交換後の追い込み幅も読みやすくなります。
公差設計が整ってくると、修理は勘に頼る作業から、基準寸法と作動確認を積み上げる作業へ変わります。
筆者が量産最盛期の機体を開けたときに感心するのは、音を鳴らす機械でありながら、量産工業製品としての再現性が高いことです。
そのうえでORPHEUSのような高級機へ戻る流れが並走したのは興味深く、量を作る技術がそのまま音の品位を支える土台になっていたことがわかります。
ニデック時代と第3のオルゴール

2000年代以降は、企業沿革の変化と製品思想の更新を重ねて見ると整理しやすくなります。
2003年にはNIDECと三協精機の資本関係が変化し、2005年には日本電産サンキョーへ社名変更したとされます。
さらに2021年には日本電産サンキョーオルゴールが吸収合併され、2023年にはニデックインスツルメンツへ社名変更しました。
技術の中身が途切れたというより、事業と組織の形が更新されながら系譜が続いた、と見るほうが実態に合います。
年表にすると、流れは次のようになります。
| 年 | 出来事 | 簡易注記 |
|---|---|---|
| 2003 | NIDECと三協精機の資本関係に変化 | 沿革資料で確認される系統 |
| 2005 | 日本電産サンキョーへ社名変更とされる | 沿革記述ベース |
| 2021 | 日本電産サンキョーオルゴールを吸収合併 | 組織再編の一環 |
| 2022 | ORPHEUS KANATA発表・発売 | ニデック発表資料、取扱店情報で紹介 |
| 2023 | ニデックインスツルメンツへ社名変更 | 沿革資料などで確認 |
2022発売情報として押さえておきたいのがORPHEUS KANATAです。
既に前節で触れた通り、この機種は従来のシリンダー式やディスク式に対する単純な代替ではなく、デジタル楽譜データを使いながら櫛歯を機械的に鳴らす「第3のオルゴール」と呼ぶほうが実感に近い存在です。
記録媒体は更新されても、音を最終的に決めるのは櫛歯をどのタイミングでどう弾くかという機械側の仕事で、そこに日本の精密加工の延長線が残っています。
この時代の機体は、整備性もまた別の段階に入っています。
量産期のように単純な部品互換だけで語れず、機械部と新しい制御思想の境界を理解して触る必要があります。
ただ、基礎となる機械部の精度基準は長年の蓄積があるため、古い試作機のような「個体がすべてを決める」状態ではありません。
筆者がこの系譜を追っていて面白いと感じるのは、1946年の創業から2023年の社名変更まで、名称や組織が変わっても、公差を詰め、再現性を上げ、音を安定して立ち上げるという技術者の課題が一貫していることです。
年表は出来事の羅列に見えますが、修理台の上では、その積み重ねが部品の合い方や調整幅の狭さとして、はっきり手に伝わってきます。
まとめ:技術の継承を“音”で読み解く
日本のオルゴール技術は、量産で精度を鍛え、その蓄積を世界標準化へつなぎ、さらにORPHEUSやスマート・ギア オルゴールのような高級機・新機構へ展開してきた流れとして読むと、一本の線でつながります。
選ぶ視点も同じで、贈答用なら小型のシリンダー式、音量や表現の広さを求めるならディスク式、多曲数と機能性まで含めるならORPHEUS KANATAの系譜が腑に落ちます。
弁数が少ない機は旋律の輪郭が前に出て、弁数が増えると和音と余韻が加わり、同じ曲でも「記憶の断片」から「小さな演奏」へ印象が変わります。
読後は年表で社名の変遷を追い直し、比較表で機構差を見返したうえで、すわのねやニデック公式にある実機紹介や音源に耳を向けてみてください。
精密機器メーカーの技術職を経て、時計・オルゴール修復の道へ。スイスの工房で1年間研修。現在は個人工房で年間100台以上のオルゴール修理を手がける。
関連記事
オルゴールの部品名称と役割をパーツ図解で理解する
オルゴールのムーブメントとは、ゼンマイ、香箱、輪列、ガバナー、シリンダー、櫛歯、ダンパーが連携して音を生み出す小さな機械機構である。スイスの工房研修と年間100台以上の修理を通じて、部品を単体ではなく「動力→伝達→調速→発音→消音」の流れで見ると、故障の見当が一気に早くなることを実感してきた。
オートマタとオルゴール|西洋からくり人形の仕組みと名品ガイド
オートマタは、自らの意志で動くものを意味するギリシャ語 automatos に由来する、自動機械の総称です。古代ギリシャのヘロンに始まり、14〜15世紀のヨーロッパで時計技術と結びつき、18世紀には人形が音楽と動作を同時に演じる精巧な装置へ発展しました。
ペーパーオルゴールの仕組みと自作入門|紙テープで奏でるオリジナルメロディ
ペーパーオルゴールは、穴あき紙テープでスターホイールを回し、クシ歯を弾いて音を出す手回し式のオルゴールです。日本ではオルガニートの名でも知られ、15音・20音・30音の構成が主流になります。 ハ長調対応の20音型が定番で、初心者は15音または20音から始めると組み立てや演奏の流れをつかみやすいでしょう。
オルゴールの仕組み|構造と発音原理を図解
オルゴールの音は、ただ「金属を弾いているから」では説明しきれません。ゼンマイの力が歯車を通り、ガバナーで整えられます。シリンダーやディスク、カードといった記録媒体から櫛歯へ伝わり、その振動が響板に渡って、あの澄んだ音になります。